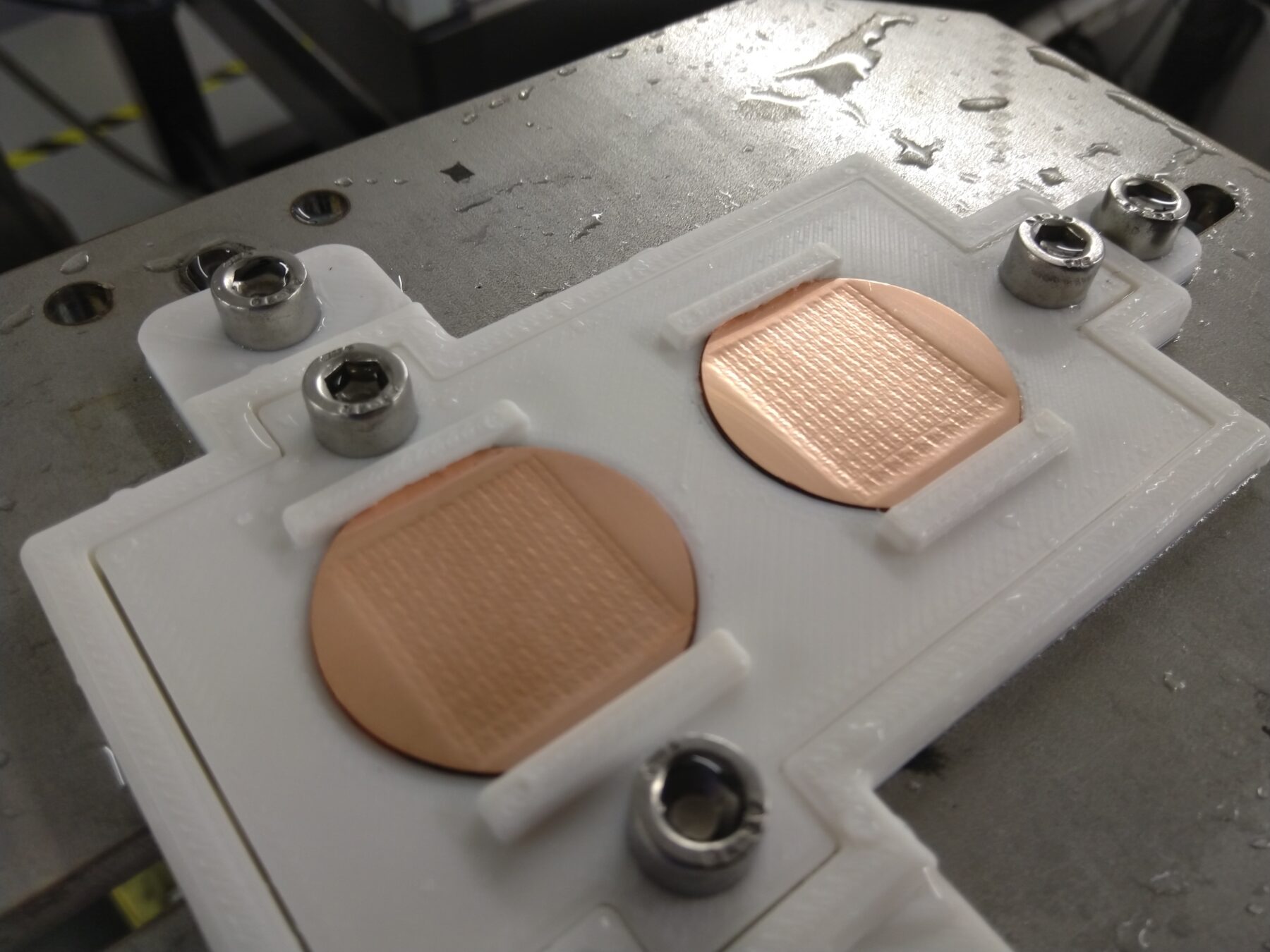
Laserové vyklepávání (anglicky Laser Shock Peening, LSP) může výrazně prodloužit životnost kovových komponentů v mnoha průmyslových odvětvích. Technologie LSP je účinná zejména u součástek, které procházejí cyklickým namáháním nebo jsou vystaveny agresivnímu prostředí, kde může docházet ke koroznímu praskání. Mezi hlavní výhody LSP patří vysoká hloubka vnesených tlakových napětí a možnost přesně zacílit na kritická místa součástky i v případě složitější geometrie.
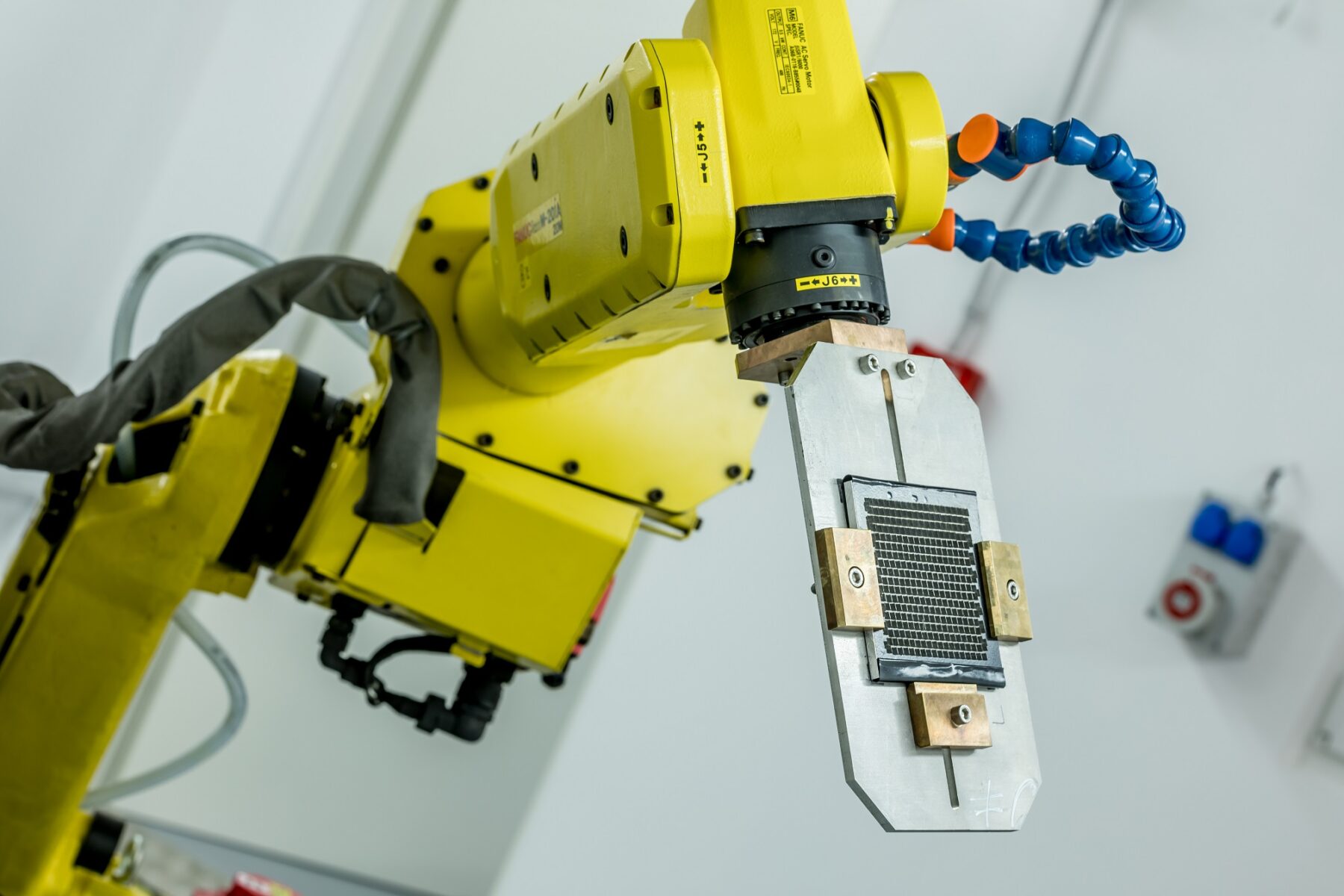
R&D tým Centra HiLASE využívá zázemí profesionální LSP stanice, unikátní parametry laseru Bivoj a zkušeností našeho mentora a poradce, profesora S. R. Mannavy, který stál u samotného zrodu technologie LSP. Poskytujeme komplexní služby od posouzení vhodnosti LSP pro Vaše produkty, přes předběžný vývoj procesu a analýzu zbytkových napětí až po implementaci LSP procesu do Vaší výroby.
 Letecký průmysl
Letecký průmysl
Zlepšuje únavovou životnost a odolnost proti koroznímu praskání, snižuje následky poškození cizím předmětem.
 Námořní průmysl
Námořní průmysl
Zlepšuje únavovou životnost a odolnost proti koroznímu praskání, dovoluje použití lehčích materiálů.
 Těžký průmysl
Těžký průmysl
Zlepšuje únavovou životnost, zvyšuje spolehlivost a bezpečnost, umožňuje vyklepávání pod vodou se zeleným laserem v těžko dosažitelných místech.
 Energetický průmysl
Energetický průmysl
Použití ve vysoce rizikovém prostředí; zvyšuje odolnost vůči koroznímu praskání prim. okruhu, prodlužuje životnost, zkracuje odstávky, zvyšuje bezpečnost.
 Nástroje
Nástroje
Zvyšuje životnost, zabraňuje šíření teplotních trhlin, zkracuje odstávky.
 Biomedicínský průmysl
Biomedicínský průmysl
Zlepšuje korozní odolnost a únavovou životnost, snižuje riziko selhání implantátu a jeho výměny.
 3D tisk
3D tisk
Kompenzuje tahová zbytková napětí, zlepšuje mikrostrukturu (póry), zvyšuje únavovou životnost a snižuje drsnost.
Výhody technologie LSP
- Tváření za studena, vnesení tlakového zbytkového napětí do hloubky až 2 mm
- Přesná kontrola nad dopadem jednotlivých laserových pulsů
- Ošetření těžko dosažitelných míst
- Šetrnost vůči životnímu prostředí
- Zvýšení únavové životnosti a odolnosti proti koroznímu praskání
- Zabránění předčasnému selhání a nákladným opravám
- Deformační zpevnění a zjemnění mikrostruktury
- Odstranění tahového napětí a zlepšení mikrostruktury u 3D tištěných dílců
- Vhodné na hliníkové slitiny | strukturální oceli a ocelové slitiny | titanové slitiny | niklové slitiny
až 10x
zvýšení únavové životnosti
2mm
hloubka zbytkových tlakových napětí
7
let zkušeností
Proč s námi spolupracovat
- Poskytujeme kompletní služby od posouzení vhodnosti LSP pro Vaše produkty, přes předběžný vývoj procesu a analýzu tlakových zbytkových napětí až po implementaci LSP do Vaší výroby.
- Máme dlouholeté zkušenosti ve výzkumu a vývoji a širokou mezinárodní síť akademických a průmyslových partnerů.
- Máme k dispozici unikátní laserový systém Bivoj, ale i menší laserové zdroje vhodné pro specializované průmyslové prostředí.
- LSP stanice dosahující průmyslových standardů s kontrolou kvality pro rychlé a spolehlivé zpracování.
- LSP tým Centra HiLASE pod supervzí profesora S. R. Mannavy, jednoho ze zakladatelů technologie LSP a momentálně našeho technologického a ekonomického poradce.
Vybavení a služby Centra HiLASE
| Laserový systém Bivoj | 10 ns, 10 Hz, 10J @ 1030 nm, 5 J @ 515 nm, čtvercový, top-hat profil svazku |
| Laserový systém Litron | 15 ns, 10 Hz, 3 J @ 1064 nm, 1.5 J @ 532 nm, krohový, top-hat profil svazku |
| Robotické rameno Fanuc M-20iA/20M | Nosnost až 15 kg s přesností 0,08 mm |
| Monitorování procesních parametrů | Energie v pulsu, Poyntingův vektor, časový a prosotorový profil pulsu |
| Metalografická stanice | Leštička, metalografická pila, elektroleštička, metalografický lis, konfokální mikroskop |
| Analýza zbytkových napětí | Odvrtávačka Prism od Stresstech, Rentgenový difraktometr Rigaku AutoMATE II |

Úspěšná spolupráce je vždy o lidech. A ti z aplikační skupiny LSP jsou jednoduše perfektní. Téměř dva roky spolupráce s mladým týmem vedeným Janem Brajerem považuji za jedny z nejlepších za celou svou dosavadní dvacetiletou zkušenost v oboru PVD vrstev. Centrum HiLASE se svým pojetím vymyká standardním akademickým strukturám, jaké jsem doposud poznal. I s technologickým obrem lze úspěšně řešit navýsost praktické aplikace jako například zvýšení životnosti kovací zápustky aplikací LSP. Vzájemná spolupráce bude dále pokračovat v rámci mezinárodního projektu Delta2.
Ondřej Zindulka
Kontaktujte nás
Pokud se chcete o možnostech LSP dozvědět víc, prosím využijte náš kontaktní formulář nebo nám napište na solutions(at)hilase.cz.